| |
西斯特莱德保留了一个它的商业领域给数据采集,产业监督和规划和生产控制的科技算法,这个叫西斯特莱德监督控制和数据采集&车间控制算法,也能被解释为生产执行系统。
监督控制和数据采集是软件系统来监管和监督数据采集设备的各类参与者在生产过程中以及可能在控制远程输入输出或程序化逻辑控制器的领域的动作。
车间控制导向的信息系统是一个允许规划工作指令的软件,根据预设路径监管实时生产过程来控制材料的移动,因此做一个更加高效的生产控制。在这里监督控制和数据采集证明了它是对管理系统和生产控制的补充。
基础设施的分析,设计,和安装
通过控制台或者工业电脑的生产数据采集
通过产业自动化的生产数据采集
监督控制和数据采集-产业监督
生产规划
质量控制
原材料管理
生产记录
分析和统计
在这些工程中西斯特莱德代表了给数据采集和过程控制一套完整的解法,通过分析工厂布置的每一阶段和设备的控制;设计步骤,所有的数据交流的基础信息都是特定的,安装设备列表也是特定的;最后一步确定之前步骤的安装和监管的整个网络连接。
有了这一领域的经验,西斯特莱德提供了多种解法,使用最新科技,就像这种情况:终端拥有以太网,无限移动数据终端,激光条形码读码器的使用,安装触屏操作台,新一代自动机,感应设备,射频识别装置等。
大多数工程,数据采集是基于收集点的安装和一个来自机器和生产线的自动化数据收集。这些数据的应对使用西斯特莱德软件算法后在收集服务器中就能被解决。

[Top]
系统包括了采集点的安置,工业控制台的安装,通过条形码或触屏的注册,工作指令数量,操作,材料的整合,机器的确认,操作者的确认和其他质量控制元素。
要被记录在设备的信息如下:
• 工作指令的释放;
• 操作的开始或结束;
• 机器;
• 员工到特定机器的分配/取消调试;
• 事件的开始于结束;
• 材料与机器的整合;
• 生产记录;
• 质量控制测试.
举个例子,我们展示一个数据采集的界面机器的控制和监督。
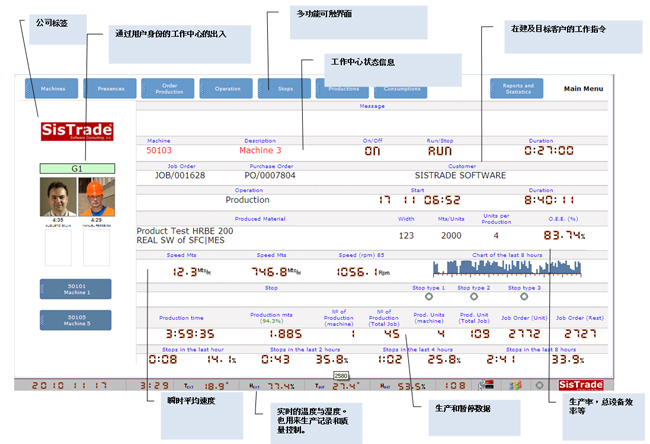
[Top]
通过操作台来补充数据采集,西斯特莱德推荐运用一个基于通过机器的直接数据采集算法。
无论何时,机器或者生产线提供一个交流端口和已知协议,就可以来配置西斯特莱德软件算法来获取和处理机器发送的数据
如果这种方法没有可能,西斯特莱德推荐安装一个感应设备,机器和生产线的网络来自动接受数据,使他在数据库中处理。
这一提出的框架典型地包括网络的安装,从线扩展到多种输入卡。每一张卡将连接整组的机器。卡片被放置在一个战略要地来最小化线的距离,每个机器,一箱集成的信号被放置来帮助运输,机器的运动或者信号的格式化。
设置网络的例子叫位级网络
信息也将在这一收集过程中被获得:
• 机器的功能性状态;
• 瞬时速度;
• 平均速度;
• 生产数量;
• 调整和生产时间;
• 停止时间;
• 停止原因;
• 消耗数量(根据生产数量,系统能计算半成品原材料的包括先前定义的因素);
• 其他相关特征.
[Top]
西斯特莱德软件监督控制和数据采集算法是一个完全自定义的工具来适应每个工厂布置,多元工厂,支持不同板块和任一类型资源,一个机器,一条生产线或者一个手工资源。
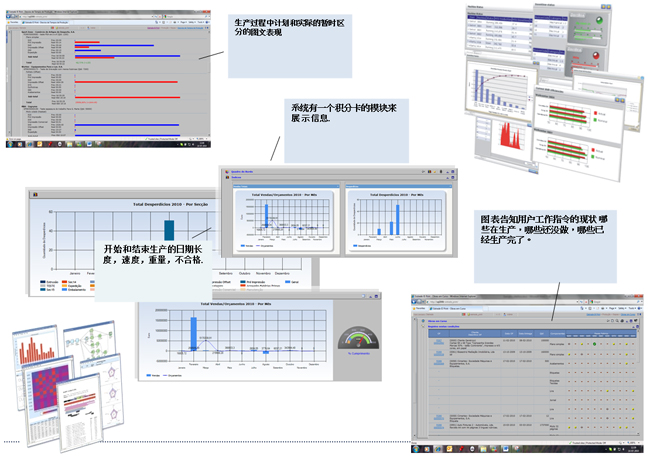
她主要的目标是生产状态的图文监管和每个资源的操作状态。
通过概要的面板,每个环节都能被监控。这些面板用西斯特莱德布局被设计的,来启动西斯特莱德监督算法。
结果能被展示成图表,它们的展示是车间数据的采集。
就特点而言,我们看中:
• 本地和远程的监督,多工厂;
• 机器操作状态的实际信息;
• 上机员工鉴别;
• 进行中的生产指令;
• 生产和拒绝数量;
• 每个工作指令的操作实施;
• 每台机器和每个工作指令的事件和发生;
• 每台机器的实时速度展示;
• 速度历史的图表查询;
• 自动停止和原因的记录;
• 调整和生产的真实时间;
• 可获利性分析;
• 使用率
• 分析生产和不生产的时间;
• 每台机器的效率.
监督-全球实时,多工厂
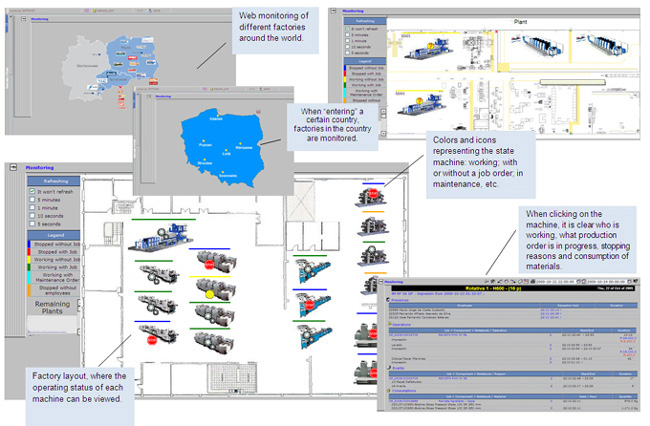
[Top]
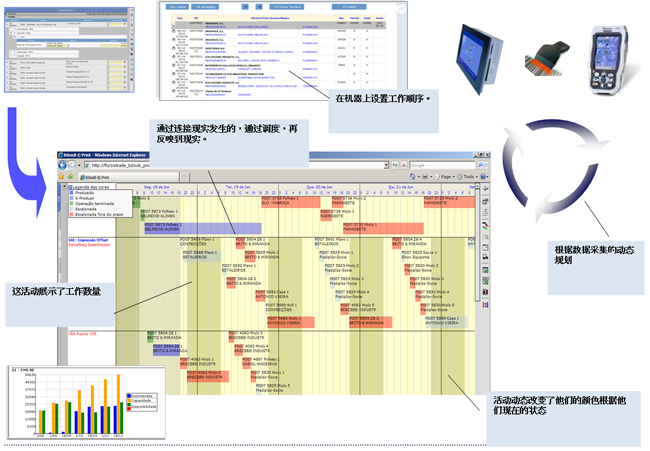
为了帮助生产经理规划工作指令,应对发货期限,西斯特莱德提供给客户一个工具来归化生产操作。西斯特莱德软件生产规划算法是一个决策支持系统为工作指令,允许操作资源的分配就一个给定的框架。
这一系列的活动取决于先前设定的主要的标准和每个资源的负荷。
必要特点:
• 生产主规划;
• 工作指令的调度;
• 干特图的工作指令可视化;
• 掌管表格和图文格式的报告;
• 不同方案的模拟;
• 任务调度;
• 干特图的拖掉操作;
• 设置操作时间;
• 分包一个特殊活动;
• 生产的动态规划;
• 同步生产数据采集。
这个模块提供了一个帮助规划工作指令的助手使:
• 生产指令或者工作指令的规划选择;
• 调度和一系列活动的标准选择;
• 建议关于更加合适的工作中心来完成工作,根据规划的操作和活动,也允许用户选择其他工作中心,一个最合适工作的工作中心。
• 工作中心关于任务的建议,如果想,也可以规划把工作分给不同的工作中心;
• 建议工作指令执行的一个最优序列,允许允许根据认为有关的来改变和规划结果。
规划工作指令的干特图和分析图
[Top]
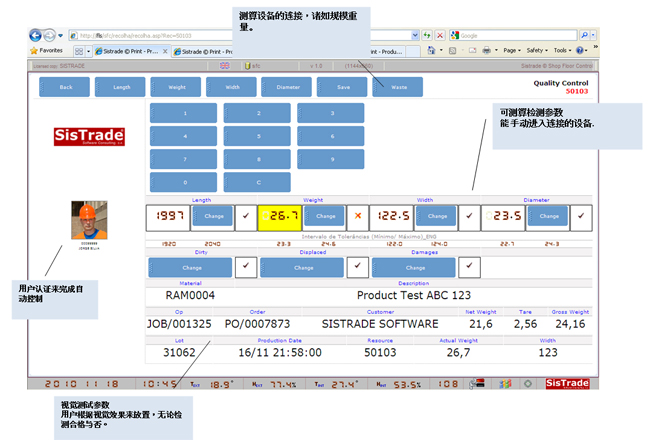
有时车间控制需要记录测试和质量参数。因为这个原因,西斯特莱德软件算法允许参数化一系列可测试的和可视化的参数为生产过程中的质量控制。
对每一个测试,都有可能定义一个容忍区间,为的是当用户指定数值,系统在内部和外部认证是否是在允许范围内。
与此进程相连,西斯特莱德系统算法能发布质量标签或者证明来着重测试的结果和产品的顺应与否。
浪费的处理也是质量控制的一部分。任何时候,在任何生产步骤,用户可以登记工作指令内在的浪费。
我们认为最有趣的特征:
• 质量参数配置,根据生产类型;
• 容忍区间的定义;
• 用户友好界面的质量记录;
• 质量控制记录;
• 重定位;
• 质量证书;
• 用户鉴别,测试结束的时间日期;
• 为可移动终端的和触屏的界面最优化;
• 测算设备的连接的可能性。
系统提供一系列统计,注入:
• 分析每个转换和每个工作指令的浪费;
• 记录每个转换,每台机器,和工作指令的不合格;
• 缺陷的图表分析;
• 重新定义的产品的统计;
• 不合格。
[Top]
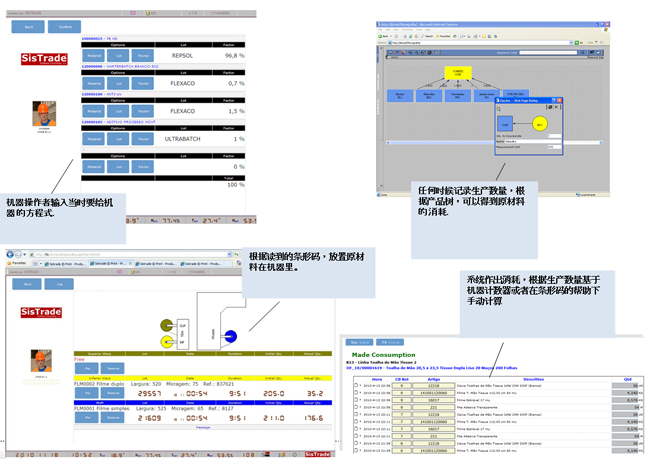
作为监管系统的一部分和西斯特莱德生产转向,原材料管理与产品树的定义,方程式,手动的和自动消耗作为一种融合携手推出。
系统有一个界面允许工作车间来定义给定生产过程的方程式。通过原材料的选择等因素,有可能来改变收集界面,这一标准的方程式在工作指令中被定义。
仓库原材料和半成品的输出,可以通过手动登记来完成,读取地点的条形码,引入数量,或者自动输出要生产的数量。无论何时都有生产记录,系统可以中止原材料的入库。
进程的相关特征:
• 产品树的多层定义;
• 读取条形码的手动消耗;
• 基于数量生产的自动化消耗;
• 库存输出的预操作;
• 定义工作指令开始的方程式;
• 每台机器每个转换的瞬时消耗;
• 每个工作指令和机器的各种原材料的纺织。
原材料的方程式化,手动化,和自动化消耗
[Top]
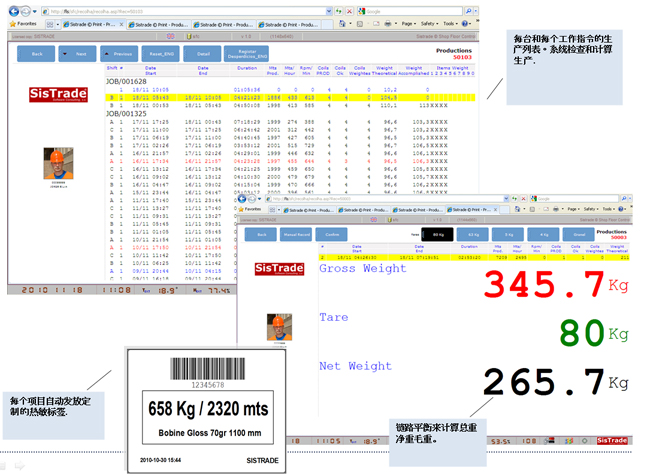
西斯特莱德车间控制系统的产品登记能被收集台的操作者完成或者自动根据机器指令。在实际操作中,如果我们有一个传感器,一个光电元件或其他机器能有的信号都将被视为有东西在被生产,西斯特莱德翻译了这个信号,根据登录元素产生了生产记录,包括工作指令,上机操作和员工。
西斯特莱德软件算法都允许测试设备的连接来测算记录的数值,举一个例子,一个机器的输出可能被放置在系统的表格里来自动记录产品生产的真实重量。
就识别而言,西斯特莱德提供标签能够被条形码装置或者射频识别设备读出来来给原材料,半成品,成品,也能定义标签来追踪货层或者箱子。
该进程的相关特征:
• 工业控制台的生产数量登记;
• 通过工业自动化来登记生产数量;
• 使用生产时间或者速度来计算生产;
• 连接设备连接称重实际重量;
• 以两种单位生产;
• 生产过程的可追踪性。
生产和称重的登记
[Top]
• 每台机器,每次转换,机器的图表化分析;
• 每台机器,区域,转换的可用型比率;
• 机器转换所得和效率;
• 每台机器,转换的质量比率;
• 每台机器和转换可用型所得;
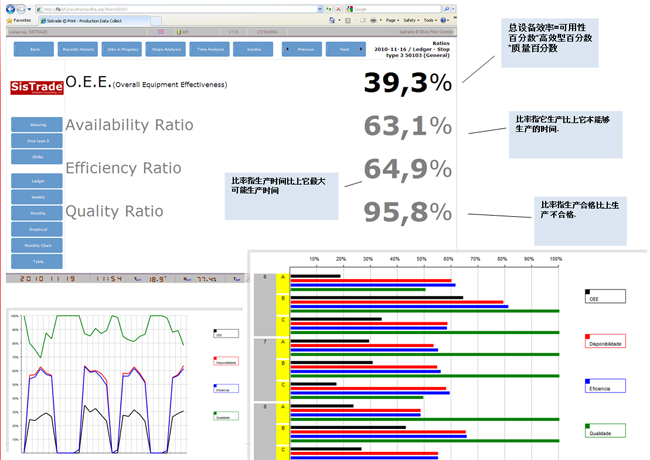
• 总设备效率;
• 每台机器和转换生产图表化分析;
• 每台机器和转换的图表化分析;
• 机器的每周汇总;
• 员工的每周汇总;
• 每台机器的占用率;
• 每个转换和员工的生产率e;
• 原材料的最终包装的过滤.
统计
生产,停止或其他事件的分析
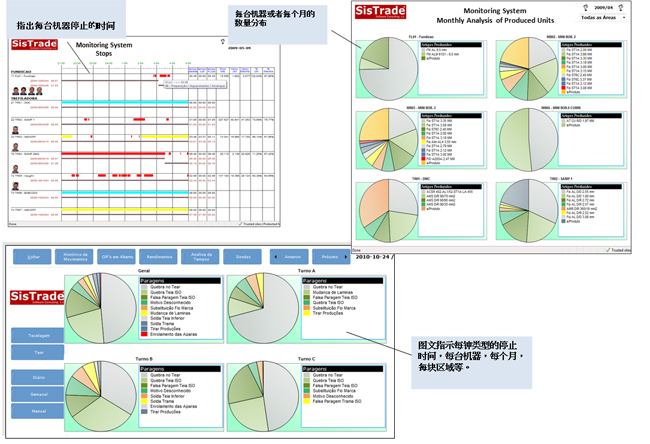
总设备效率
[Top]
|
|
|